

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
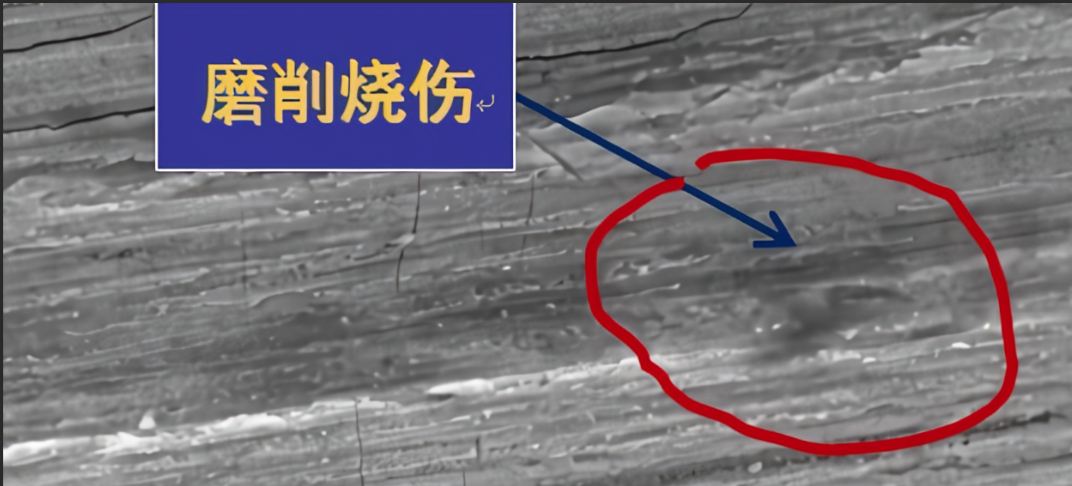
零部件磨削烧伤的分级:磨削烧伤有多种不同的分类方法。
根据烧伤外观不同,可分为全面烧伤(整个表面被烧伤)、斑状烧伤(表面上出现分散的烧伤斑点)、均匀线条状烧伤、周期线条状烧伤;按表层显微组织的变化可分为回火烧伤、淬火回火烧伤;
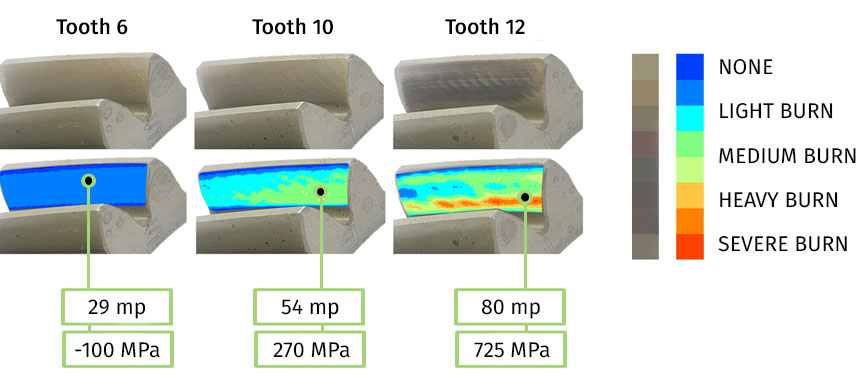
还可根据烧伤深度分为浅烧伤(烧伤厚度<0.05mm)、中等烧伤(烧伤层厚度在0.005~0.01mm之间)、深度烧伤(烧伤层厚度>0.01mm)。在生产中,最常见的是均匀的是周期的线条状烧伤。由于在磨削烧伤产生时往往伴有表面氧化作用,而在零件表面生成氧化膜。又因为氧化膜的厚度不同而使其反射光线的干涉状态不同;因此呈现出多种颜色。所以通常用磨削表面的颜色来判断烧伤的程度,也就是“观色法”对钢件来说,随烧伤的加强,颜色一般呈现白、黄(400-500℃)、褐、紫(800~900℃)、兰(青)的变化。不同磨削深度下,加工表面的烧伤颜色和氧化膜厚度不同。烧伤颜色仅反映了较严重的烧伤现象,而当零件表面颜色不变时,其表面组织也可能已发生了烧伤变化,这类烧伤通常不易鉴别,所以对零件使用性能危害更大。目前,人们为了更好地控制烧伤的程度,已根据表面组织的变化,对烧伤进行了分级,一般从0-8共分九级,其中,0级最轻,8级烧伤最严重。
目前基本上采用基于巴克豪森噪声法的磨削烧伤检测仪来断定磨削烧伤的级别。此方法更直观,并且是无损检测,操作简单,易掌握,零污染,因此更受青睐一些。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

