

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
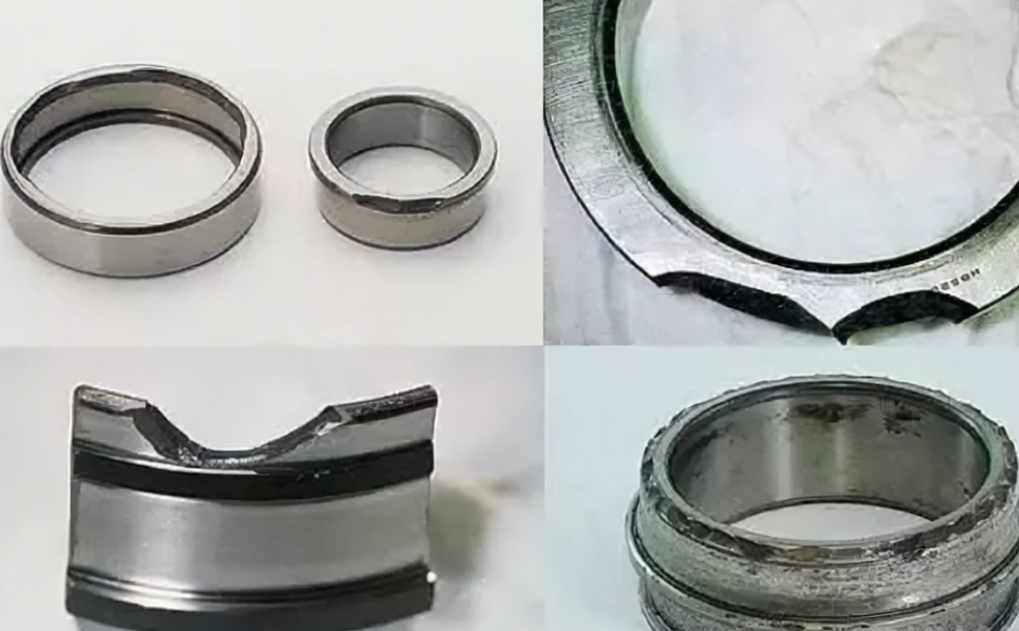
磨削烧伤是磨削区域产生大量的热量而又未及时散发造成的,因此避免磨削烧伤必须减小热量的产生,加速热量的散发,也就是减小磨削时的内、外摩擦,且使工件得到充分有效的冷却。对冷却液来讲,其成分浓度要合适,流量、压力要充分,确实起到清洗作用(冲刷砂轮及工件的摩擦,冷却和润滑作用)。

减少摩擦热的产生,终究是要减少磨削时的内、外摩擦,这要综合考虑以下几方面的因素:减小磨削厚度,使金属塑性变形减小,内摩擦减小,从而减少磨削热;提高工件转速,工件磨削表面通过磨削区域的时间缩短,可减少磨削热的聚积,从砂轮特性来讲,磨料硬度高,则切削性能好,可减少发热,但磨料硬度不可太硬,组织不能太细,否则磨钝的磨料不易脱落,磨料间微孔易塞实而使砂轮降低切削性能,并增加工件与砂轮的接触面积,在工件表面强烈挤压,摩擦导致温度增高。
因此为避免磨削烧伤且保证磨料效率、工件精度,在粗磨时刻采用硬度低、组织号大的砂轮,选用较大的磨削厚度;在终磨时选用较硬的,组织号较小的砂轮,保证有效修整砂轮,并选用较小的磨削厚度;对于磨削强度高、硬度高和导热性差的材料,易采用较小的进给量,提高工件转速,可有效避免烧伤。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

