

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
齿轮产生磨削裂纹的原因分析:
一、通过测试结果分析主要原因
1、在磨削过程中,由于磨削力和摩擦热的作用,使表层的残余奥氏体转变为马氏体,增加了表面层的拉应力而导致磨削裂纹。
2、在磨削时工件由于在极薄的表层温度的升高而发生收缩。
3、针状马氏体组织内应力大,其显微裂纹是裂纹源。
4、处于表层的脆性夹杂物在加工过程中不变形,本身是裂纹源。

二、通过工艺的执行情况分析
1、通过实际监测:齿面硬度控制不严,硬度偏高者易产生齿面磨削裂纹。
2、热处理渗碳淳火工艺合理及后继的回火充分是决定产生渗碳齿轮磨削裂纹的关键。如果渗碳层表面碳浓度高,火温度高,拨层组织得到马氏体十碳化物十残余奥氏体,马氏体呈针状或片状,片状马氏体存在大量的细小李品阻碍塑性变形,含碳量高造成晶格畸变和内应力。
3、采用漆碳空冷、高温回火、加热火和恰当提高回火温度产生磨削裂纹倾向小。生产实践证明通过采取提高回火温度、延长回火时间和增加回火次数,磨削裂纹倾向减小。
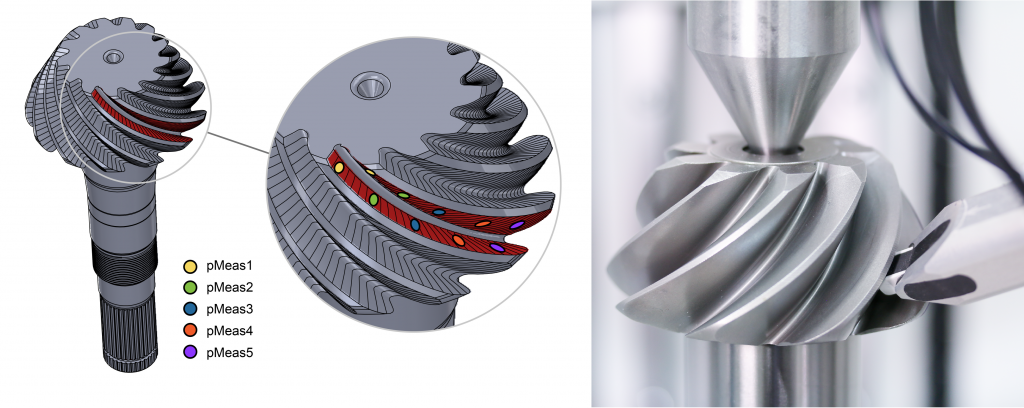
齿轮磨削烧伤检测仪采用巴克豪森噪声法,可快速检测和评估齿轮精磨工艺后表面磨削的状况,可对回火烧伤和二次淬火烧伤做出灵敏的判断。实现了对直齿、斜齿、伞齿等磨削损伤及热处理缺陷检测以及硬度分拣。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

