

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
一、磨削烧伤,是指由于磨削时的瞬时高温使工件表层局部组织发生变化,并在工件表面的某些部分出现氧化变色的现象。磨削烧伤会降低材料的耐磨性、耐腐蚀性和疲劳强度,烧伤严重时还会出现裂纹。
淬火钢零件的磨削烧伤主要有两种形式:
1、回火烧伤,指当磨削区温度显著地超过钢的回火温度但仍低于相变温度时,工件表层出现回火屈氏体或回火索氏体软化组织的情况。
2、淬火烧伤,当磨削区温度超过相变温度Ac1时,工件表层局部区域就会变成奥氏体,随后受到冷却液及工件自身导热的急速冷却作用而在表面极薄层内出现二次淬火马氏体,次表层为硬度大为降低的回火索氏体,这就是二次淬火烧伤。
判别磨削烧伤的方法主要有:
1、观色法,随着磨削区温度的升高,工件表面氧化膜的厚度就不同,因而会呈现出黄、草黄、褐、紫等不同的“回火色”。但表面没有烧伤色并不意味着表层没有烧伤。此判别法准确性较低。
2、酸洗法,利用钢件不同的金相组织对酸腐蚀有不同的敏感性,以轴承钢为例,正常回火马氏体酸洗后呈灰色,发生二次淬火烧伤时酸洗后呈白色。生产中常用此法作抽检。
3、金相组织法,通过观察表层金相组织的变化来判别烧伤类别。此判别法准确度高。
4、显微硬度法,工件表层金相组织变化必然导致其显微硬度的变化,因此,观察其硬度变化,可判断烧伤类别及测定变质层深度。缺点是需要制作试件。
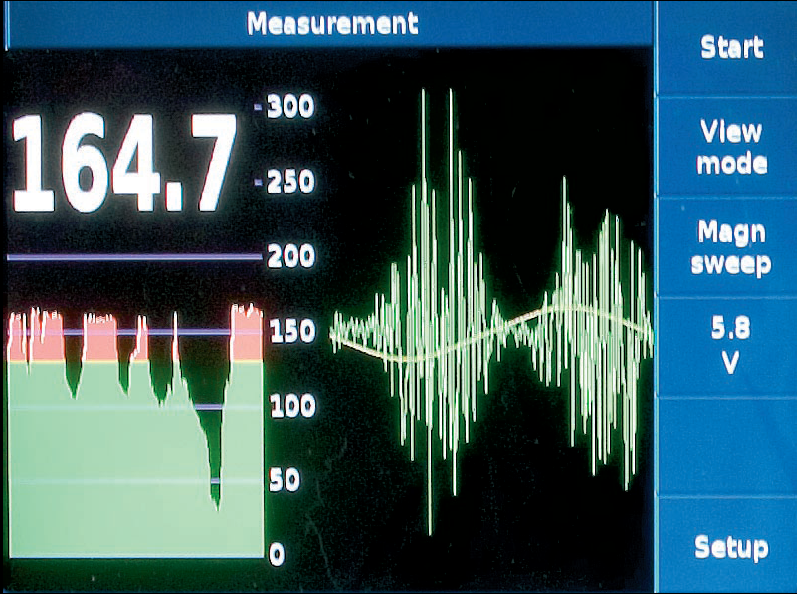
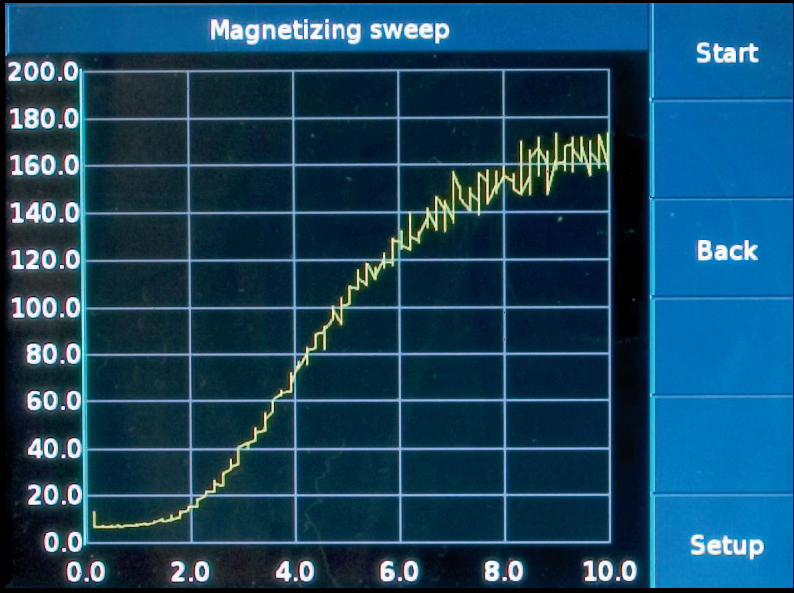
5、磁弹法(巴克豪森噪声法),通过使用一种特殊的磁化和探测电路来产生巴克豪森噪声信号,将被测区的磁弹特性用信号的方式量化,这个量值是与应力成比例的。可以实时的在多个通道探测和显示磁弹特性。
二、磨削裂纹,在磨削渗碳钢、工具钢、淬火高碳钢、硬质合金等工件时,容易在表层出现细微的裂纹。磨削裂纹一般很浅(0.03~0.05mm),严重时可达0.25~0.5mm,其延伸方向大体与磨削速度方向垂直或呈网状分布。
磨削裂纹的产生与磨前各加工过程所产生的缺陷,如材料表层中存在网状碳化物、非金属夹杂、组织疏松、成分偏析、晶界上的淬火变形等有关;裂纹通常与烧伤相伴而生。当工件表层的残余拉应力超过材料的抗拉强度时,就会产生磨削裂纹。
磨削裂纹通常用荧光物质法、铁粉法及稀硝酸腐蚀法进行检查。
三、消减磨削烧伤与裂纹的工艺途径
1、正确选用砂轮,例如可采用颗粒较粗、较软、组织较疏松的砂轮;砂轮磨损后应及时修整。
2、改善磨削时的冷却条件,如采用内冷却方法;设法使冷却液渗透到磨削区中。
3、合理选择磨削用量,例如提高工件的转速,采用较小的径向进给量。

更多相关信息》》》
地址:北京市海淀区西三环北路72号世纪经贸大厦B座1808室(100048) 座机:010-88820040-1048 邮箱:[email protected]

