抛丸强化是目前汽车行业改善齿轮疲劳寿命的常用手段之一,其原理是利用高速弹丸对齿轮表面进行冲击,使轮齿表层在一定深度内生成残余压应力,用来抵消部分外加负荷导致的拉应力,从而抑制或延迟裂纹的萌生和扩展。因此,它可以显著提高轮齿的抗弯曲疲劳寿命,改善接触疲劳特性。抛丸强化效果表达式为:
B=F(P,M,R,V,Q,H,T,α)
式中:B——抛丸效果;
P——抛打工件表面性能;
M——弹丸材料;
R——弹丸尺寸;
V——抛丸速度;
Q——单位时间内抛丸量;
H——弹丸与工件表面距离;
T——抛丸时间;
α——抛丸角度。
在轮齿材料及热处理指标选定的前提下,弹丸工艺选择是得到合理残余压应力层的关键因素之一。本文就如何选择弹丸工艺参数从而得到合理强化效果展开论述。
1.试验条件和方法
(1)齿轮材料和抛丸前状态
齿轮材料为低碳合金钢,锻后等温正火,经渗碳淬回火处理后表面硬度≥650HV1。
(2)试验用设备及检测方法
强化设备采用机械离心式抛丸机;硬度检测采用维氏硬度计;
残余应力检测采用
xstress3000型X射线应力分析仪,因材料为铁素体型合金钢,检测晶面为(211)。检测执行ASTM-E915—2010、EN15305—2008、GB7704—2008及GFT4010—2008标准。
2.弹丸的选择
(1)弹丸硬度确定
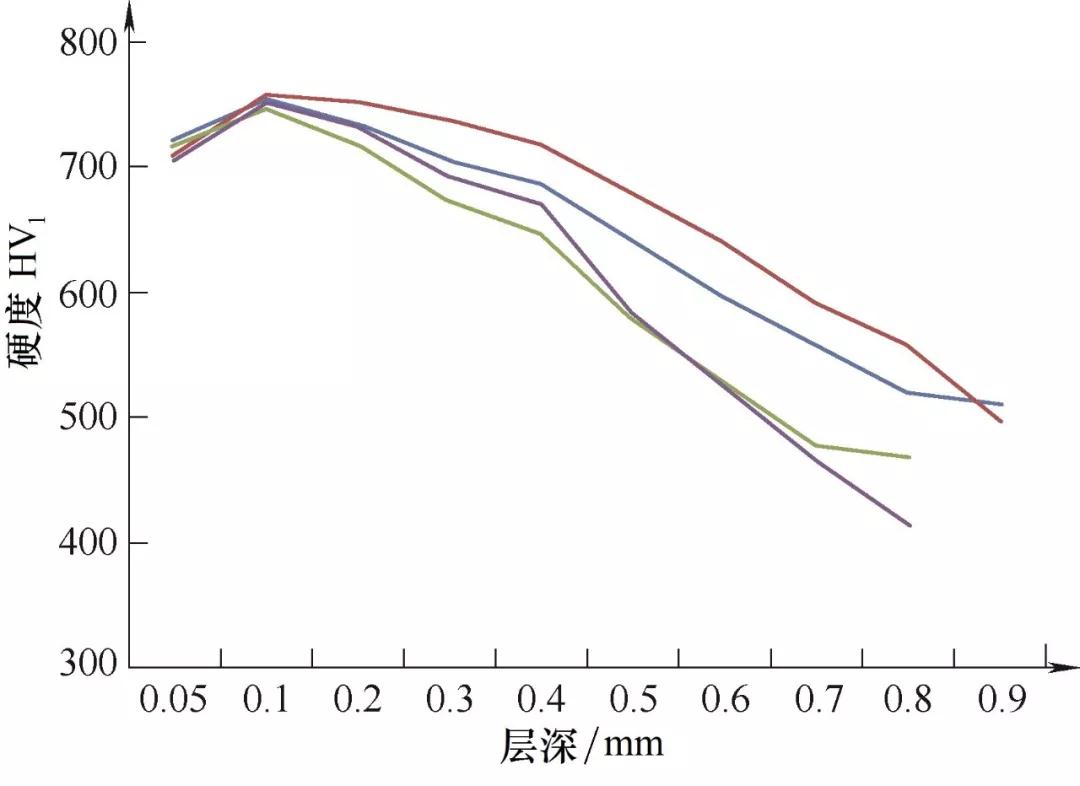
强化零件用弹丸硬度一般等于或略高于零件本身硬度,硬度不能太高,否则容易导致本体损伤。本文齿轮齿面和齿根硬度检测如图1所示。从图中可知,齿轮表层硬度在700HV1以上,根据市场能够提供的弹丸,我们选定弹丸名义硬度在(700±30)HV1。
图1 轮齿硬度梯度
(2)丸料直径选择
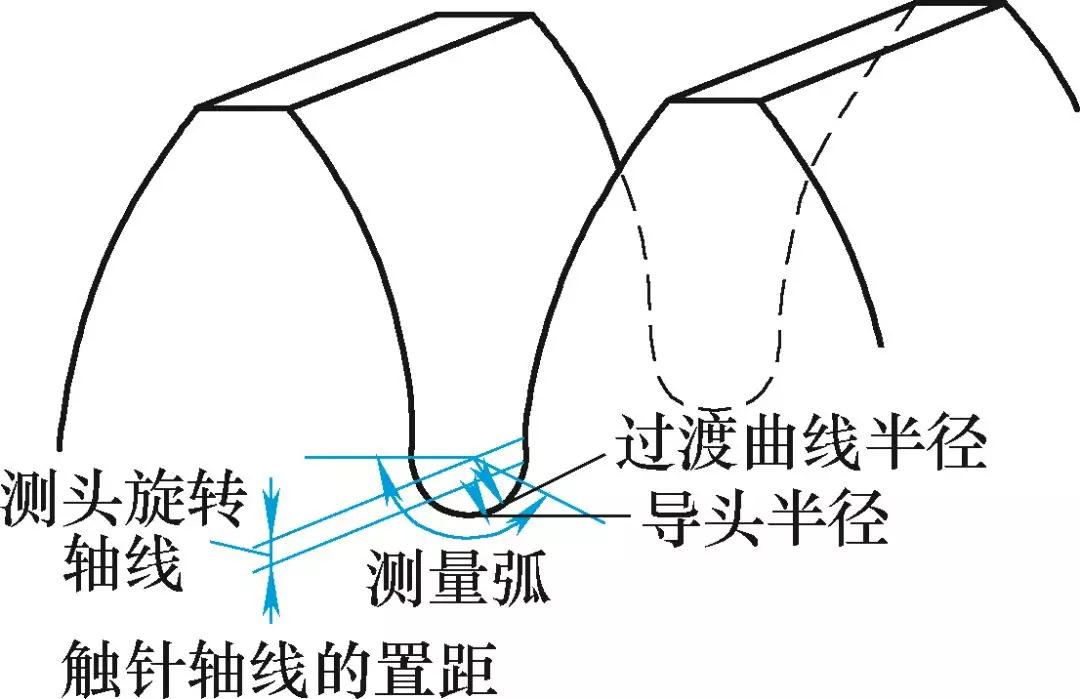
齿根过渡圆弧处是应力集中点,裂纹萌生往往从此处开始,因此作为抛丸强化效果检验位置(见图2)。本文齿轮齿根过渡圆弧半径为0.85mm,为达到强化效果,必须有足够的弹丸抛射到该位置,因此选择丸料名义直径为0.6mm、0.8mm两种规格的钢丸进行验证。
图 2
3.结果与分析
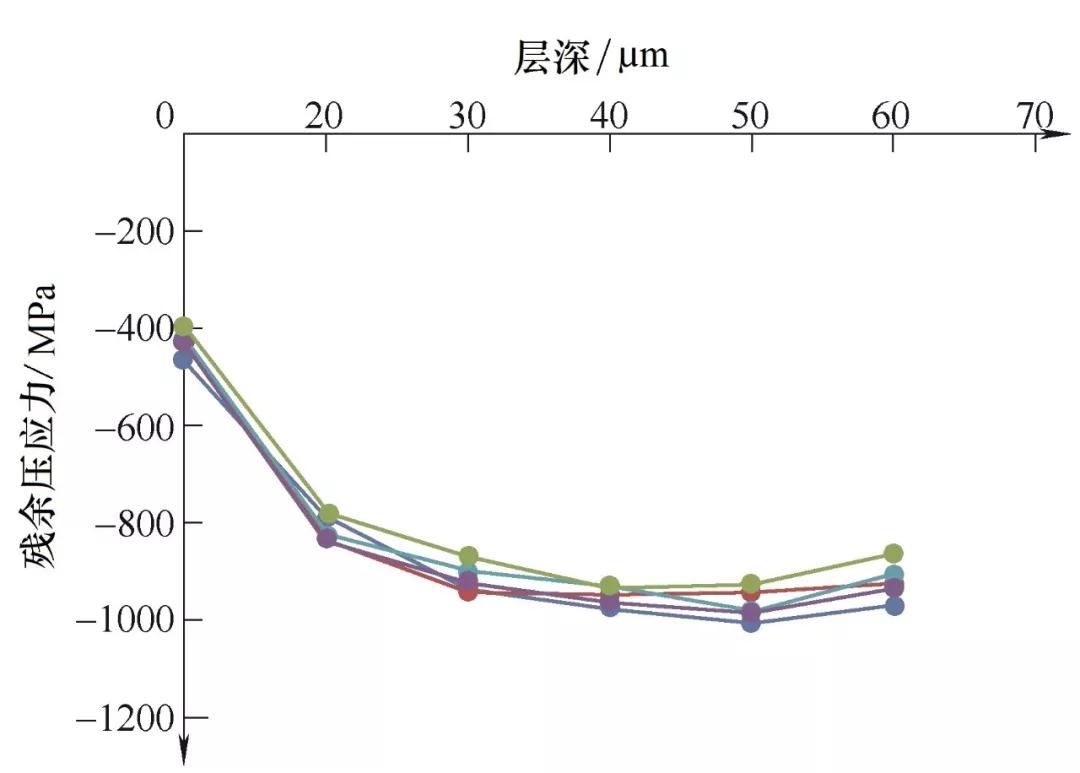
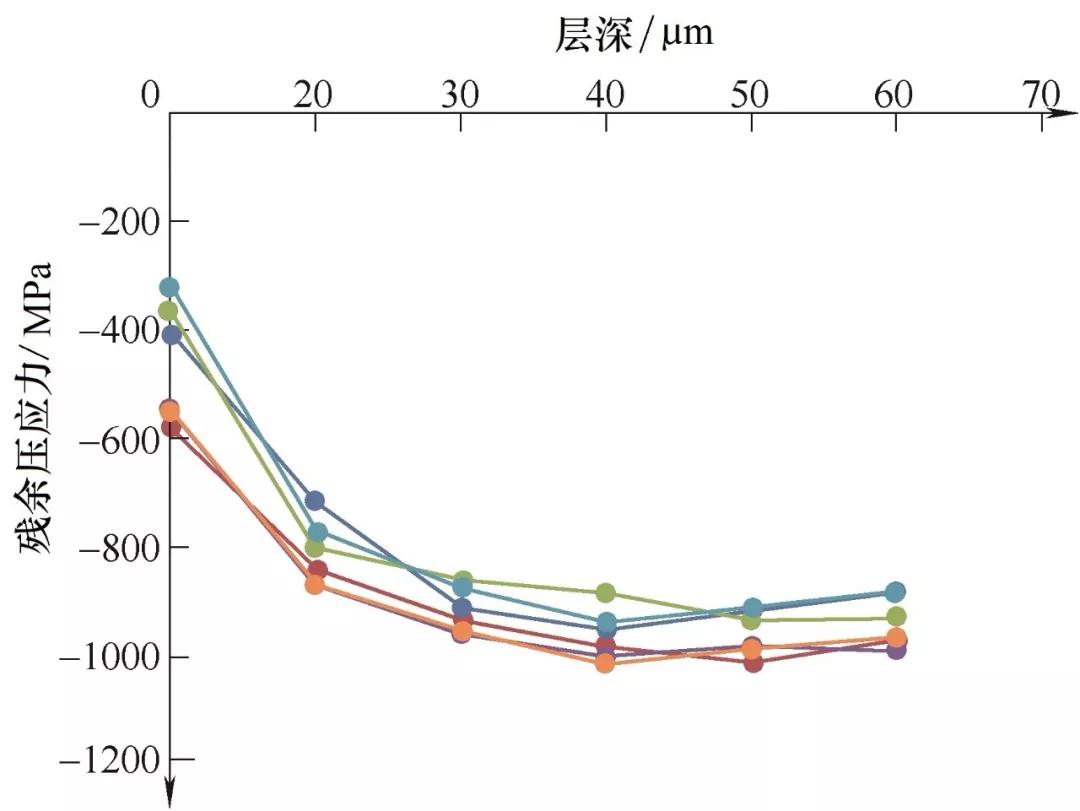
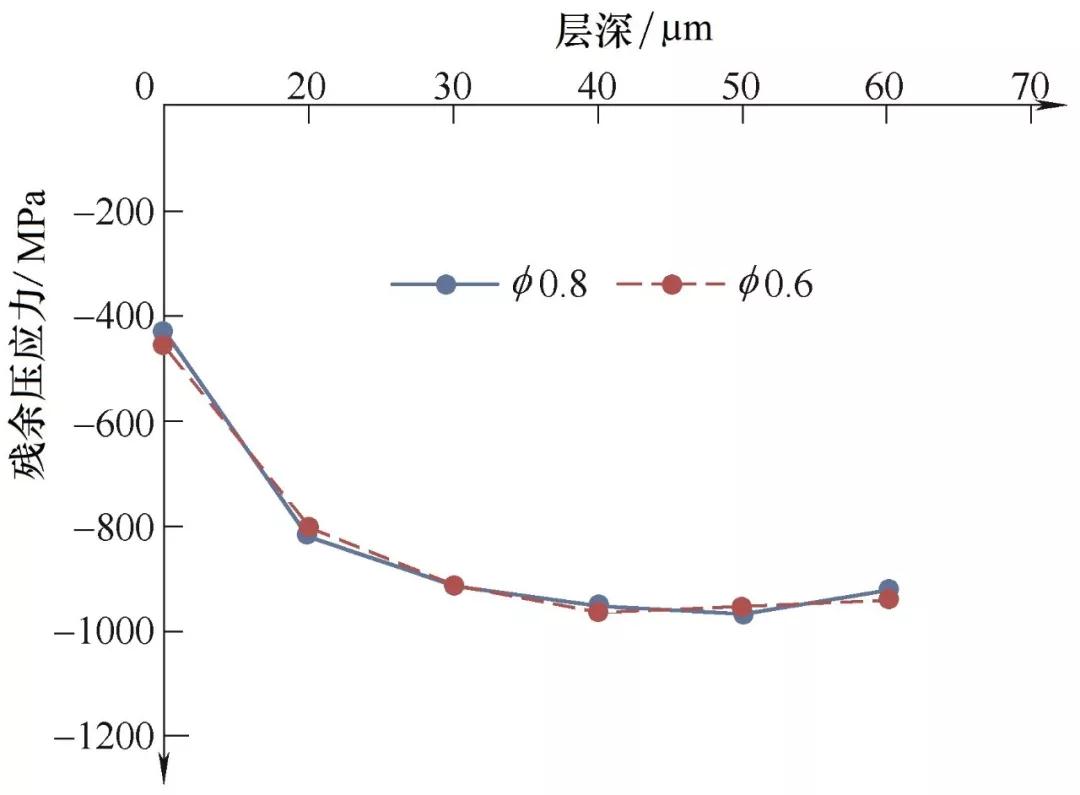
图3、图4分别为φ0.6mm和φ0.8mm弹丸在相同工艺条件下得到的齿根残余应力分布结果;图5为两种弹丸作用下5次检测结果的平均值比较。从图中可以得知,两种弹丸作用下相同深度残余压应力值差别略有区别,且zui大压应力值所处深度有所不同,φ0.6mm弹丸的zui大压应力值在距表面约40μm处;而φ0.8mm弹丸的zui大压应力值在距表面约50μm处。附表是两种钢丸的单个重量,可以看到,W0.8mm≈2W0.6mm;P=MV,在速度一定的情况下,质量是决定动量大小的因素,因此φ0.8mm弹丸所能产生的变形会更大些,深度更深。
从图5还可以看到,两种弹丸得到的应力趋势基本一致,但表层φ0.8mm弹丸所得残余压应力更低,意味着所能抵御外力的能力更弱,更容易被突破产生裂纹。
图4 Φ0.6mm弹丸残余应力结果
两种钢丸的单个重量
|
规格
|
100粒重量/mg
|
单粒重量/mg
|
|
φ0.6mm
|
113.17
|
0.113
|
|
φ0.8mm
|
288.6
|
0.287
|
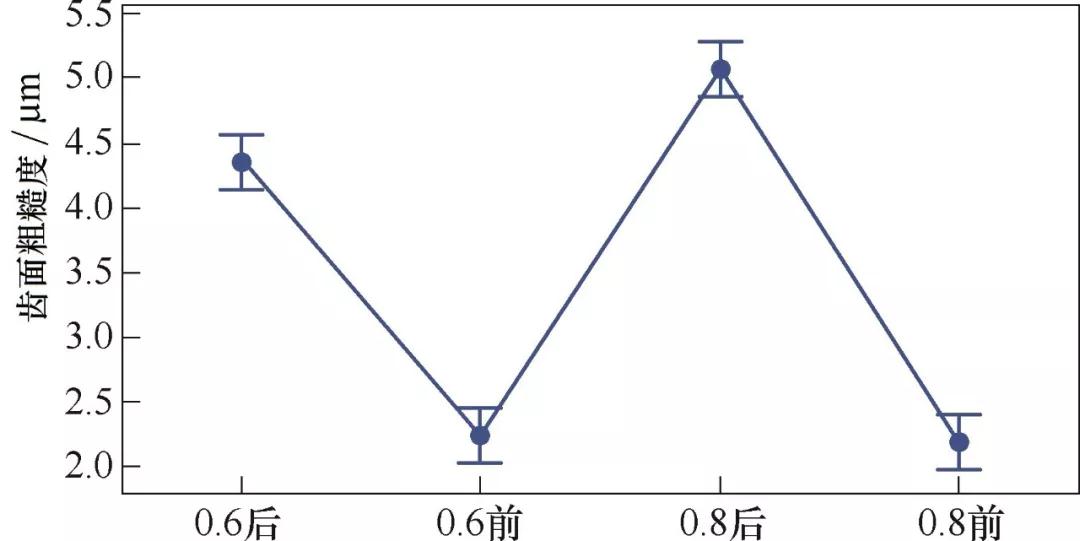
(2)相同工艺条件下弹丸直径对齿面粗糙度的影响
图6是两种弹丸作用力得到的齿面粗糙度结果,抛丸前的齿面粗糙度基本一致;抛丸后,φ0.6mm弹丸得到的结果要明显优于φ0.8mm弹丸。齿面粗糙度影响变速器噪声,粗糙度越小越好。
图6 两种弹丸作用力得到的齿面粗糙度结果
4.结语
抛丸后的
残余应力主要来源于表层不均匀的塑性变形,在零件参数允许的范围内,尺寸越大,弹丸消耗相应会更少,成本更低,但需要综合考虑弹丸对零件
残余应力和齿面粗糙度的影响,需根据试验结果选择合适的弹丸。
更多相关信息》》》


 13581588593
13581588593