

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
焊件在焊接过程中,热应力、相变应力、加工应力等超过屈服极限,以致冷却后焊件中留有未能消除的应力。这样,焊接冷却后的残余在焊件中的宏观应力称为残余焊接应力。焊接过程的不均匀温度场以及由它引起的局部塑性变形和比容不同的组织是产生焊接应力和变形的根本原因。
确保高质量的焊缝并不是一件容易的事,因为在整个焊接区域上的快速加热和冷却会产生残余应力并改变淬火性能。因而,焊缝被识别为易于发生机械故障的关键部分。机械故障涉及负载,时间,材料,制造过程和环境的极其复杂的相互作用。焊接效果的结果应在结构设计中予以补偿。随着需求的增长,需要研究新材料。现代高强度钢存在问题,因为很难找到合适的填充材料。
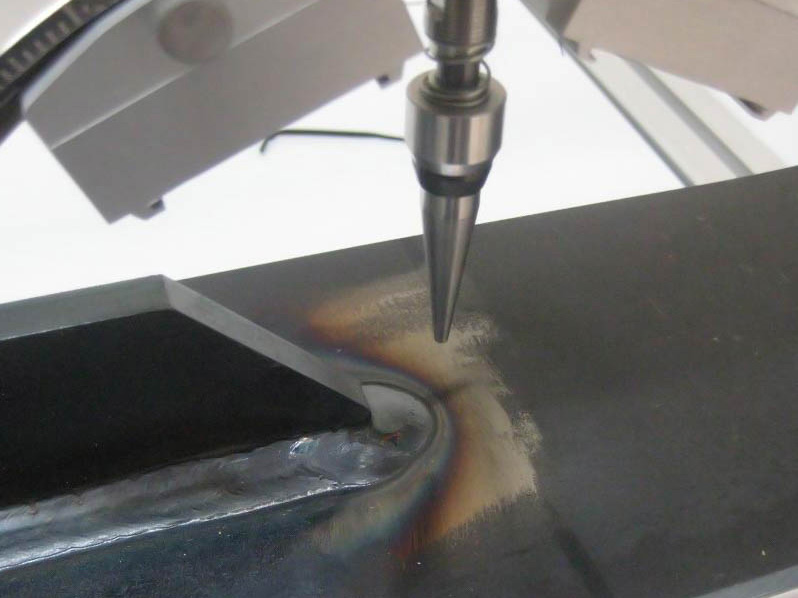
便携式焊接应力分析仪检测现场
由于焊接材料的熔化,焊缝附近会发生微观结构变化。这导致了热影响区(HAZ)的发展。对于较高屈服强度的材料,HAZ可能导致较低的硬度和松弛的有益残余应力。这些问题可以通过选择正确的焊缝尺寸和类型来控制。由于焊接接头缺乏融合和咬边。这些缺陷可能会成为裂纹萌生的潜在场所。在较坏的情况下,由于快速加热和冷却,残余应力会发生变化,从而导致较高的应力集中和拉伸应力会显着降低疲劳强度。
使用X射线衍射法的便携式焊接应力分析仪来测量焊缝上的残余应力是比较先进检测手段。测量中机器人进行移动,从而可以测量几乎任何形状或大小的样品的残余应力。
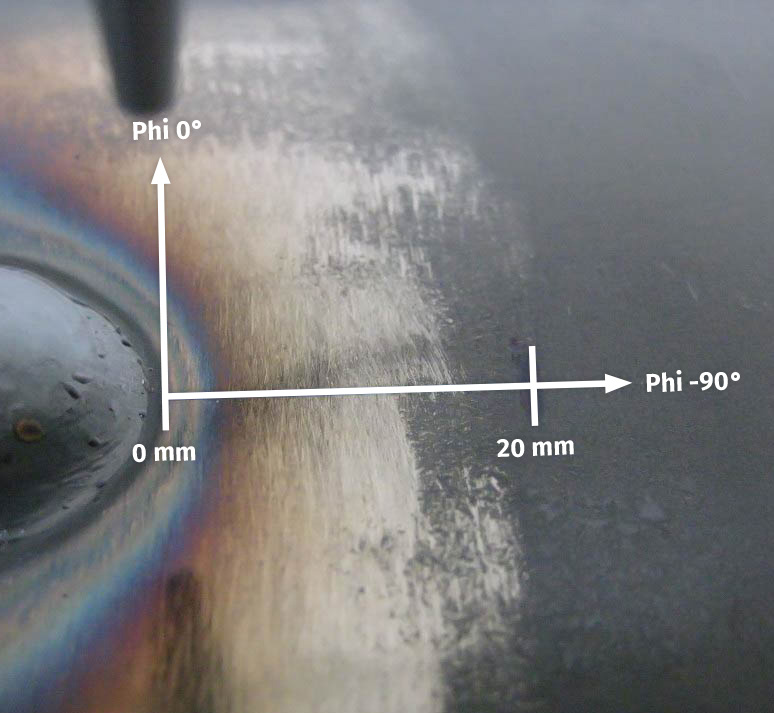
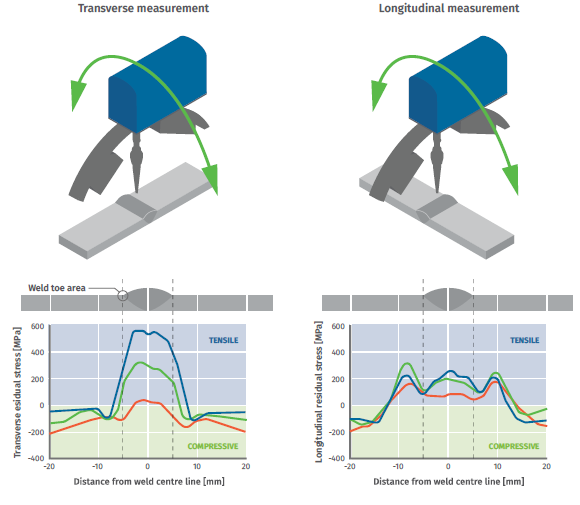
焊缝表面上的典型残余应力分布图如下:焊缝中的残余应力通常是平行拉伸的,尤其是在焊缝横向的焊趾区域 。
通过优化焊接程序和后处理,可以将热影响区的影响降到较低。 有许多不同的后处理方法可用:焊后热处理,TIG修整,锤击喷丸,毛刺磨削,高频机械冲击处理(HFMI)等。
使用便携式焊接应力分析仪测量深度很浅,距离表面只有几微米。为了进行更深的测量,还需要去除材料。 在不影响残余应力的情况下去除材料的一种方法是电抛光。 利用电抛光方法可以测量深度分布。 当X射线衍射和电抛光与机器人结合使用时,深度轮廓可以制成3D。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:volwin@volwin.cn51La

