曲轴轴颈圆角淬火工艺
发布时间:2022-07-13 05:30:07浏览:3844次
曲轴是发动机的心脏,曲轴的质量直接影响汽车整机的质量。轿车用发动机曲轴轴颈通常采用中频感应淬火工艺,一汽集团在曲轴表面热处理上主要采用旋转淬火技术,对主轴颈、连杆颈、法兰及止推面进行表面处理,这种工艺已有二十余年的历史。随着科技的进步,人们对曲轴热处理的要求也越来越高,现在多数知名的汽车及柴油机生产厂已经开始对曲轴的圆角进行强化处理,这样能极大地提高曲轴的使用寿命及轿车整机质量。
按照传统生产作业方式,曲轴不进行圆角淬火,但是曲轴的破坏方式恰恰就是从圆角处断裂,是z薄弱的部位,也是曲轴受力z大的部位。曲轴工作时所受到的力是相当复杂的,主轴颈、连杆颈和曲柄臂受力情况各不相同,但主要承受反复弯曲和扭转负荷,而主轴颈和连杆颈还要承受强烈的摩擦。曲轴的损坏形式主要是疲劳引起的断裂和轴颈的磨损,因此提高曲轴疲劳强度是摆在我们面前的任务。
曲轴断裂多为疲劳断裂,而疲劳源位于曲轴受力z大的连杆颈下止点R圆角处,故曲轴轴颈经过感应淬火后,可以提高轴颈硬度,增加其耐磨性,且轴颈圆角淬火后,曲轴的疲劳强度大幅提高,从而其疲劳断裂的可能性大幅减小。另外,曲轴毛坯经去应力退火,有效地消除了锻造过程产生的应力,使得其后冷加工应力减小,淬火前应力得到释放,淬火后变形量也大幅减小。
提高曲轴疲劳强度有两种方法:一是选取不同的材料,如用合金材料取代45钢;二是采用不同的工艺,如对45钢曲轴采用圆角感应淬火,对曲轴圆角进行滚压,对曲轴进行整体氮化等。试验证明,圆角感应淬火曲轴有z高的疲劳强度(996MPa),圆角滚压曲轴疲劳强度次之(890MPa),氮化曲轴第三(720MPa)。采用圆角滚压的方法,配套设备投资较大,需2000多万元;采用氮化的方法,效率低,公司没有生产设备及能力;针对公司设备的实际情况,采用曲轴圆角感应淬火的方法,只需增加感应器及工艺,投入z小,见效z快,是提高曲轴疲劳强度z经济、有效的方法。下面对一种曲轴轴颈圆角淬火工艺加以介绍。
曲轴热处理工艺现状
曲轴主要承受交变的弯曲-扭转载荷和一定的冲击载荷,轴颈表面还受到磨损。曲轴在使用过程中的主要失效方式有疲劳断裂和轴颈表面的严重磨损两种。其中疲劳断裂多数是轴颈与曲柄过渡圆角处产生疲劳裂纹,随后向曲柄深处发展造成曲轴断裂,其次是轴颈中部的油道内壁产生裂纹,发展为曲柄处断裂。
曲轴锻造工艺:圆棒加热到温,锻打成形、去飞边、扭曲拐、整形、调质、校直、去应力。曲轴冷加工工艺,采用以铣代磨,轴颈表面有铣痕;铣完之后有校直工序,要求摆差在0.2mm以内,绝大多数都要经过校直,校直前摆差分布不均,多数在0.3~0.4mm。本项目研究的目的就是通过曲轴圆角感应淬火处理,提高曲轴的疲劳强度,弥补由于加长冲程造成的疲劳强度降低。
感应淬火工艺试验
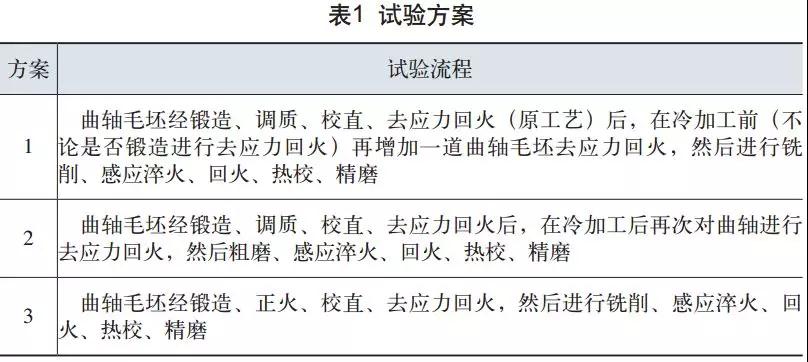
1. 方案制定
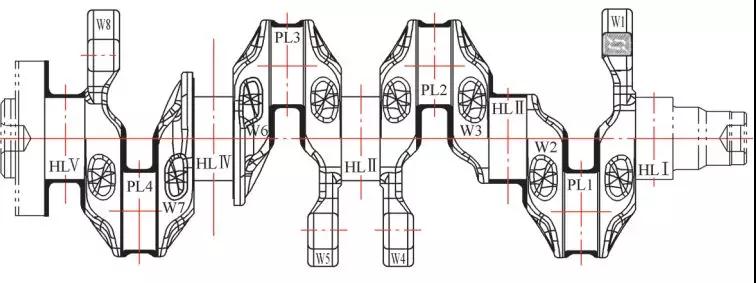
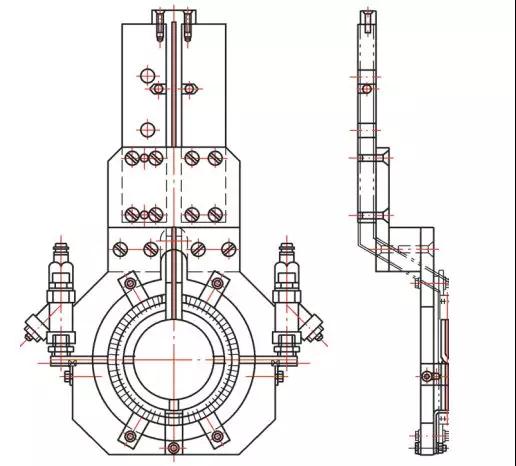
首先确定图1曲轴作为试验对象,其在工作中承受的载荷比普通曲轴要大,轴颈强化后的变形量也比普通曲轴要大,准备10~20根锻造后的曲轴毛坯用于试验。试验方案如表1所示。
图1 曲轴结构
经过分析、讨论,确定优选方案1,并对实施方案1产生的结果进行分析,包括硬度、淬硬层、金相组织、疲劳试验数据,通过对金相组织的变化进行分析,寻找引起变形的应力源,制定去除应力的方法,确定Z佳曲轴圆角强化工艺。
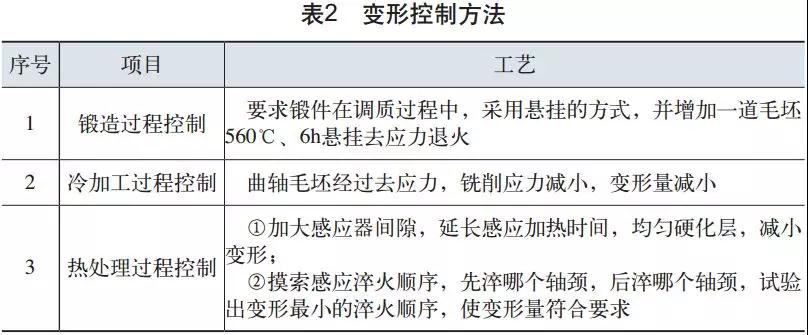
2. 变形控制
变形控制方法如表2所示。
3. 方案实施
(1) 曲轴毛坯悬挂去应力
按方案1,将20根EA211曲轴毛坯按560℃、6h垂直悬挂工艺,在井式炉中去应力处理。
(2)感应器设计制造
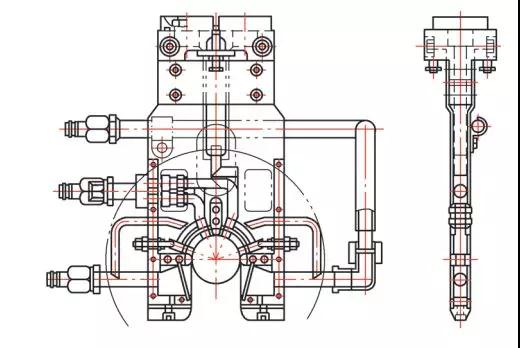
根据曲轴产品图及相关热处理技术要求,设计曲轴圆角淬火感应器3套,包括主轴颈、连杆颈及法兰三种类型,如图2、图3所示。
图2 主轴颈、连杆颈淬火感应器
图3 法兰淬火感应器
需指出的是,主轴颈和连杆颈淬火感应器的内径尺寸及开档尺寸(宽度)是不同的,产品直径不同,导致感应器不同(结构一致),感应器设计的间隙也不一样(依据加热效率、设备功率大小而定)。
(3)圆角淬火试验
试验在一汽公司曲轴车间进行,试验使用的设备为德国SMS公司生产的曲轴淬火机床(Elotherm Verfahren),采用的工艺参数如表3所示。使用的淬火冷却介质为好富顿水溶性淬火剂AQ251, 防锈剂AQ211。配比:3%~5%。圆角不淬火工艺参数如表4所示。
(4)变形测量( 圆角淬火 )
曲轴毛坯经560℃、6h悬挂去应力退火后,用曲轴毛坯专用测量规测量其变形,结果如表5所示,圆角不淬火后变形量测量结果如表6所示。
(5)疲劳试验
曲轴轴颈淬火疲劳试验采用单拐曲拐(见图4),圆角淬火强化的单拐弯曲疲劳试验结果如表7所示。圆角不淬火强化单拐弯曲疲劳试验结果如表8所示。
图4 单拐曲拐
(6)金相检验
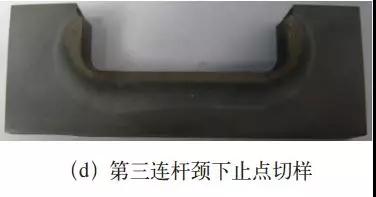
圆角不淬火和淬火切样如图5、图6所示。
图5 圆角不淬火切样
图6 圆角不淬火切样
结果分析
(1)根据曲轴淬火后切样照片,分析淬硬层分布情况,可以看出,d一主轴颈(其上的裂纹经分析为线切割应力裂纹,与淬火无关)淬硬层深度满足要求,带宽稍宽;d二连杆颈上止点爬高处有过热倾向,需要减少此处的功率分配;d三主轴颈也存在同样问题,需要减少爬高处的功率分配。根据分析结果,提出在感应器的结构上更改方案,主要是调整感应器有效圈与曲轴需加热部位的间隙,调整导磁体的分布,完善加热效果。
(2)根据试拐的疲劳数据,按照QC/T637—2000标准,计算圆角未感应淬火曲轴的弯矩疲劳极限。
(3)由统计计算结果可知,所得M-1满足置信度为95%、相对误差≤5%的要求,其存活率为50%的弯矩疲劳极限M-1(50%)= 1358.333N·m;其存活率为99.9%%的弯矩疲劳极限M-1(99.9%)= 1161.682 N·m。
作者:赵海潮
单位:一汽大众汽车有限公司成都发动机厂

 13581588593
13581588593