

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
齿轮是较常见的需要用巴克豪森噪声法进行分析的零件。

制造齿轮需要多个操作过程,其中齿面磨削是一个关键步骤。30多年来,巴克豪森噪声分析一直被普遍用于检测齿轮磨削烧伤。本文将分享如何使用巴克豪森噪声法分析齿轮以及可用的产品类型的信息。
齿轮分析参数
扫描区域
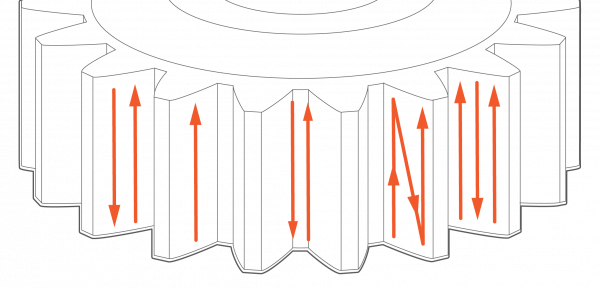
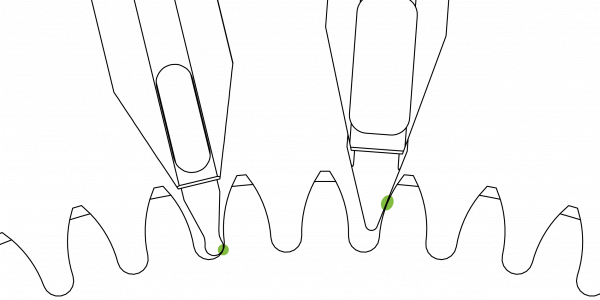
不同探头检测路线示意图
巴克豪森噪声探头与要扫描的表面有点或线形接触。扫描表面的方法有很多种,通过不同类型的扫描程序,可以完全分析齿面,或者将分析区域定向到通常出现烧伤的表面。巴克豪森噪声分析法是一种非常灵敏的方法,因此即使扫描线不直接穿过严重烧伤的部位,探头也会检测到烧伤。
扫描速度
齿轮的描速度建议为50 mm/s。扫描速度是影响数据质量的参数之一,Z大速度取决于材料和探头类型。如果扫描速度过高,微观结构的细微变化可能就无法被检测到。
分析结果
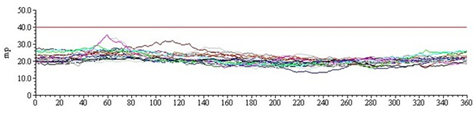
巴克豪森噪声分析仪采用的是一种比较方法,用户需要使用主样品程序确定其产品的可接受水平。主样品程序可以通过X射线衍射测量或酸洗法验证,巴克豪森噪声检测结果可以用数字或图形方式表示。
未检测到磨削烧伤时,结果如下例所示。图中显示的每条线都是齿轮表面上的一条扫描线。
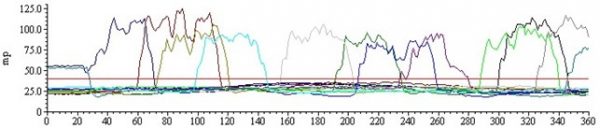
下图显示的是严重烧伤的情况:
齿轮探头
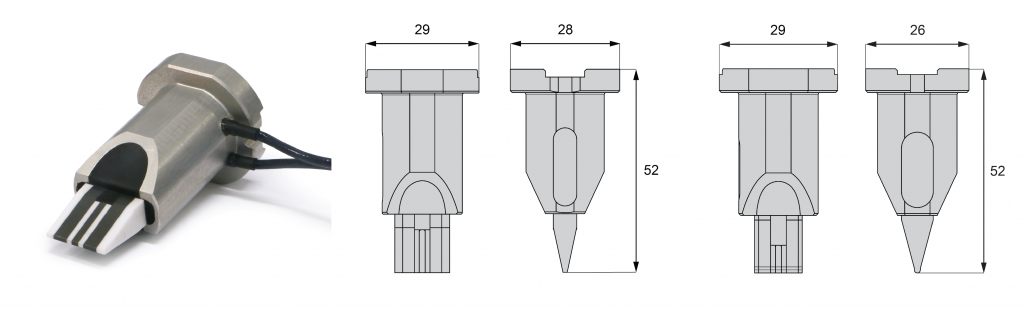
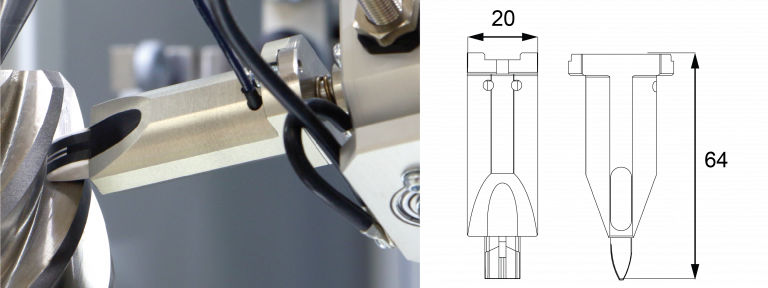
用于直齿轮和斜齿轮的齿面和齿根的齿轮探头 (GearScan 500) 示例。
探头与待测表面之间的接触对结果有很大影响,不同的齿轮表面有不同种类的探头与之相匹配。 齿面可以用直边探头测量,齿根需要带圆头的探头。 在某些情况下,根据齿轮几何形状,同一个探头可用于所有表面。对于不同尺寸的齿面,有不同尺寸的探头可供选择。至于多大的齿轮可以测量没有限制。对于模数在2以内的小齿轮,Stresstech有标准的探头可选。
使用接触齿根和齿面探头测量。
在标准齿轮探头中,有一个测量通道。探头可以是单面的也可以是双面的,为尽量减少齿与齿之间的移动时间,建议使用双面探头,锥齿和准双曲面齿轮的探头可以是单面的,也可以是双面的。 当探头为双面时,探头的一侧用于凸面,另一侧用于凹面。
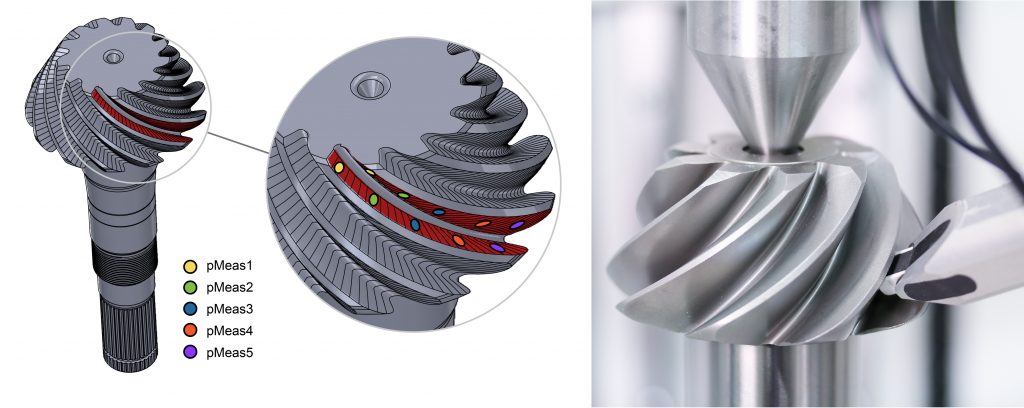
锥齿轮探头示例。
在某些情况下,准双曲面齿轮需要探头的Plus选项。巴克豪森噪声探头Plus选项可以测量更小和更复杂的表面。
自动化磨削烧伤检测系统检测齿轮磨削烧伤

GearScan 500 (左图) ,RoboScan S (右图).
齿轮可以采用带有手动探头的分析仪进行测量,也可以采用机器人系统,如RoboScan S或GearScan 500多轴系统来分析。
RoboScan S
RoboScan S Vertical专为满足中小型圆形对称零件(如齿轮和客车轴)的质量控制需求而设计。使用RoboScan S 创建测量程序可以通过逐点指导机器人或使用名为 EasyGear 的特殊软件来完成,齿轮参数和测量参数在此软件中完成处理。RoboScan系统适用于从简单的直齿轮到准双曲面的各种齿轮。
使用RoboScan S 逐点创建扫描程序
GearScan 500 是一种自动磨削烧伤和热处理缺陷检测系统,专为满足中小型齿轮的质量控制需求而设计。GearScan 500 始终配备EasyGear软件,适用于直齿轮和斜齿轮。
EasyGear软件
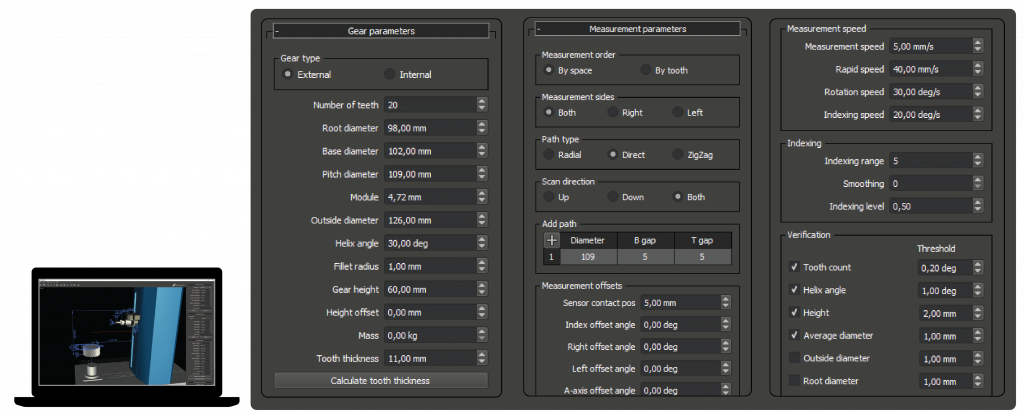
EasyGear参数示意图
EasyGear是ViewScan软件的扩展,更具可视化,无论是GearScan 500巴克豪森检测系统或是机器人系统都可以为不同类型的齿轮创建测量路径,软件适合不同类型的直齿轮和斜齿轮,齿面和齿根区域都可以创建测量路径。EasyGear可以将几何参数可视化为3D模型,以简化感知齿轮测量。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

