

联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593
曲轴是常见的零件之一,可以使用巴克豪森噪声法进行分析。
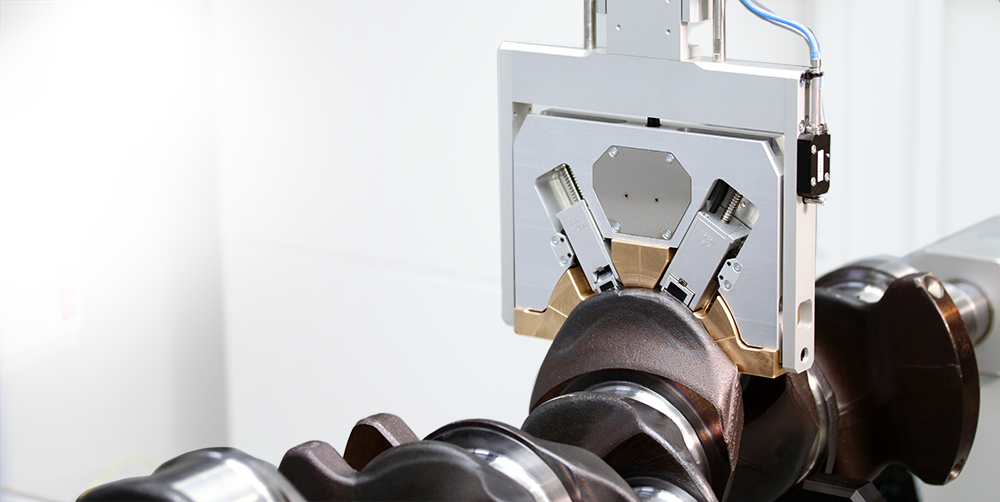
曲轴具有三个主要部分:腹板、配重和轴颈。通常只有轴颈需要经过磨削和精磨过程。当轴颈磨削过程出现问题时,轴颈外径、半径或/和端面上会出现磨削烧伤。所有这些表面都可以很容易地用巴克豪森噪声法分析可能的磨削烧伤。
曲轴分析参数
扫描区域

可以使用曲轴外径探头扫描轴颈的外径表面。

轴颈半径表面(圆角)可以用曲轴半径探头扫描。探头可以旋转以测试轴颈的任一侧。

轴颈面(侧壁)可以用曲轴面探头扫描。探头可以旋转以测试轴颈的任一侧。
曲轴外径探头与要扫描的表面进行线形切向接触。曲轴半径探头进行点状接触,曲轴端面探头进行矩形区域接触。轴颈外径表面可以单次或多次轴向扫描。在端面和半径上,通常需要一次扫描。探头的有效测量区域几乎与探头本身一样宽,在中心附近具有较高的灵敏度。
扫描速度
一般曲轴表面推荐扫描速度约为50 mm/s;在销的情况下,这取决于轴颈的直径和曲柄的行程,这会转化为各种角速度。Z大速度取决于材料和探头类型。为了满足生产的周期时间要求,可以在一个探头夹具中添加两个探头进行两个通道测量。通常一个夹具配备外径探头和用于轴颈或面测量的探头。
例如,一套用于卡车尺寸曲轴(轴颈在69-125毫米之间)的机器人系统可以在不到8分钟的循环时间内测量13个外径表面(7个主+ 6个销)以及所有半径和端面。在这些测量中,所有外径、半径和面表面都被扫描。周期时间还包括自动零件夹紧/松开和分度。
测量结果
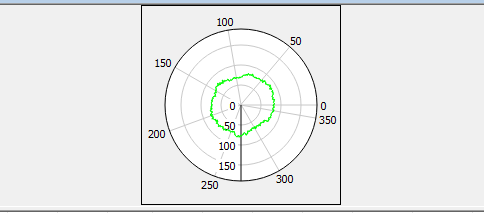
由于巴克豪森噪声法是一种比较方法,因此用户需要通过主样本程序确定其产品可接受的测量值。例如,可以通过X射线衍射测量或酸洗法来验证主样品程序。巴克豪森噪声结果可以数字或图形方式呈现。当没有检测到磨伤时,结果如下例所示。图片中显示的线是曲轴表面上的一次扫描。
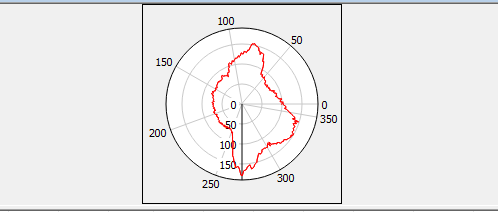
在第二个示例中检测到重度烧伤:
巴克豪森噪声探头
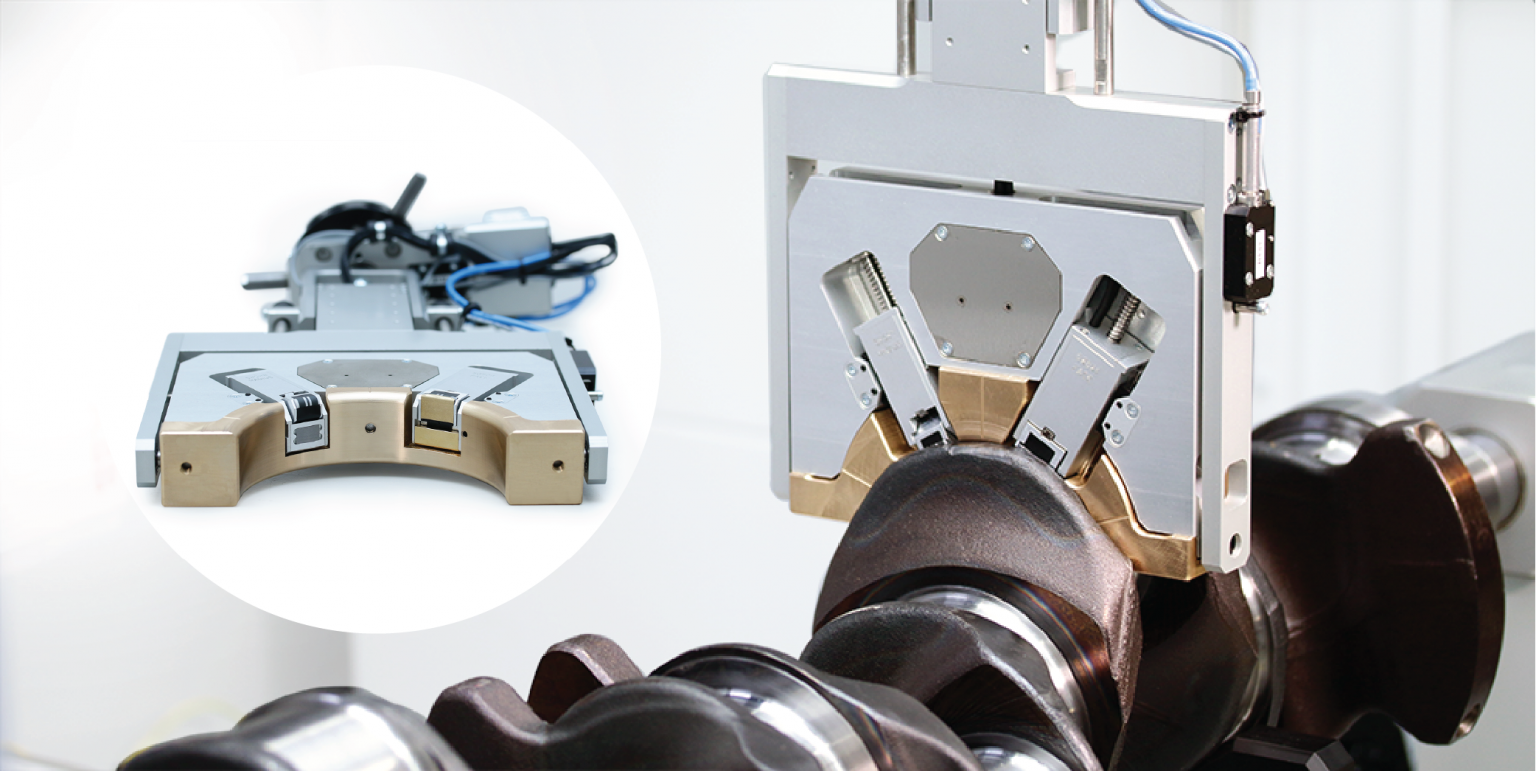
两个探头可以连接到一个探头夹具上以进行自动测量。
有用于半自动化系统和机器人系统的固定装置。用于机器人系统的曲轴探头设计有自动探头更换和自动工具姿态,以允许单侧探头在曲轴轴颈的两侧进行测量。
RoboScans的曲轴探头设计有自对准夹具。对于CrankScan 300等半自动化系统,测量需要操作员协助。
曲轴外径探头
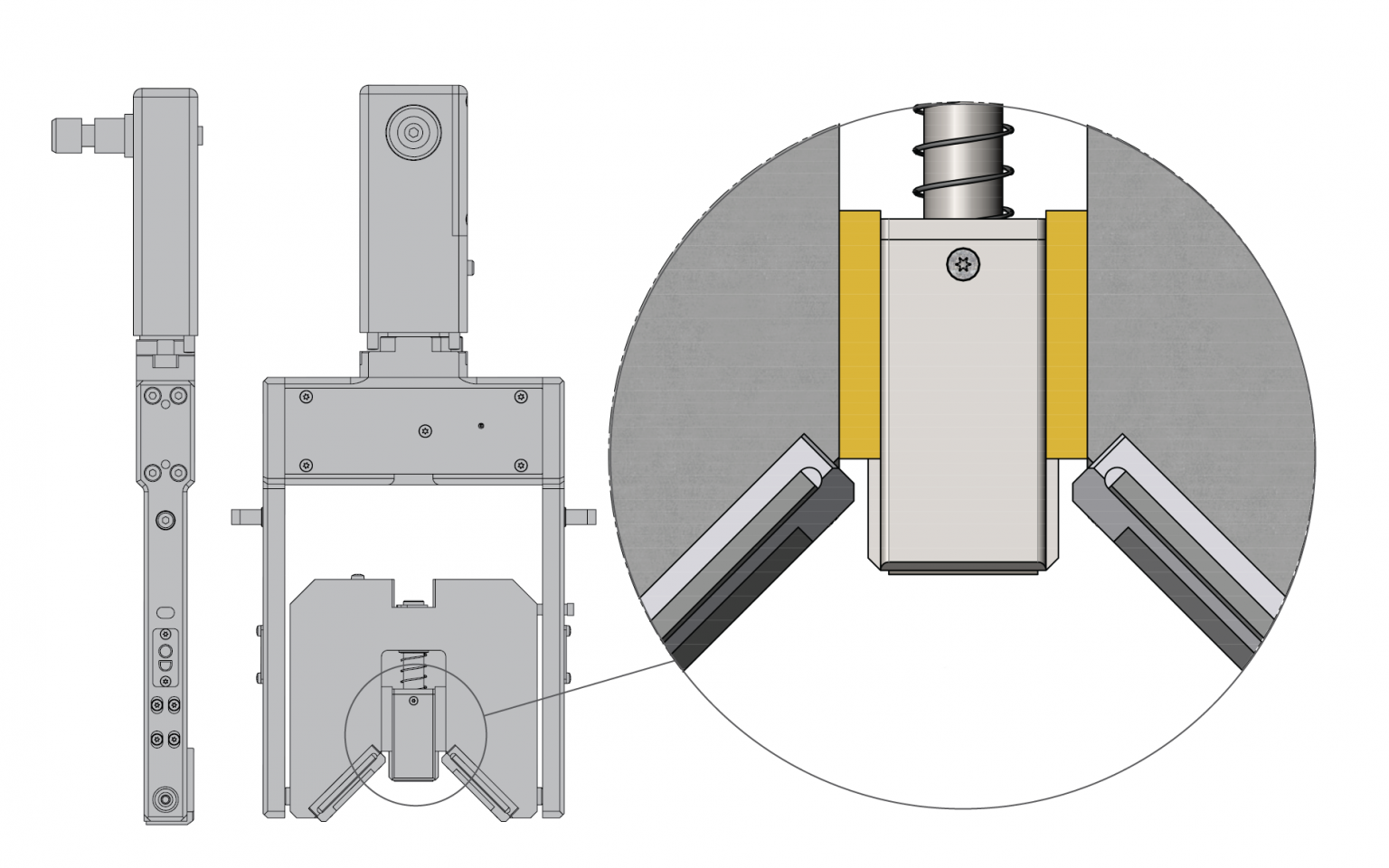
曲轴外径探头
曲轴面探头
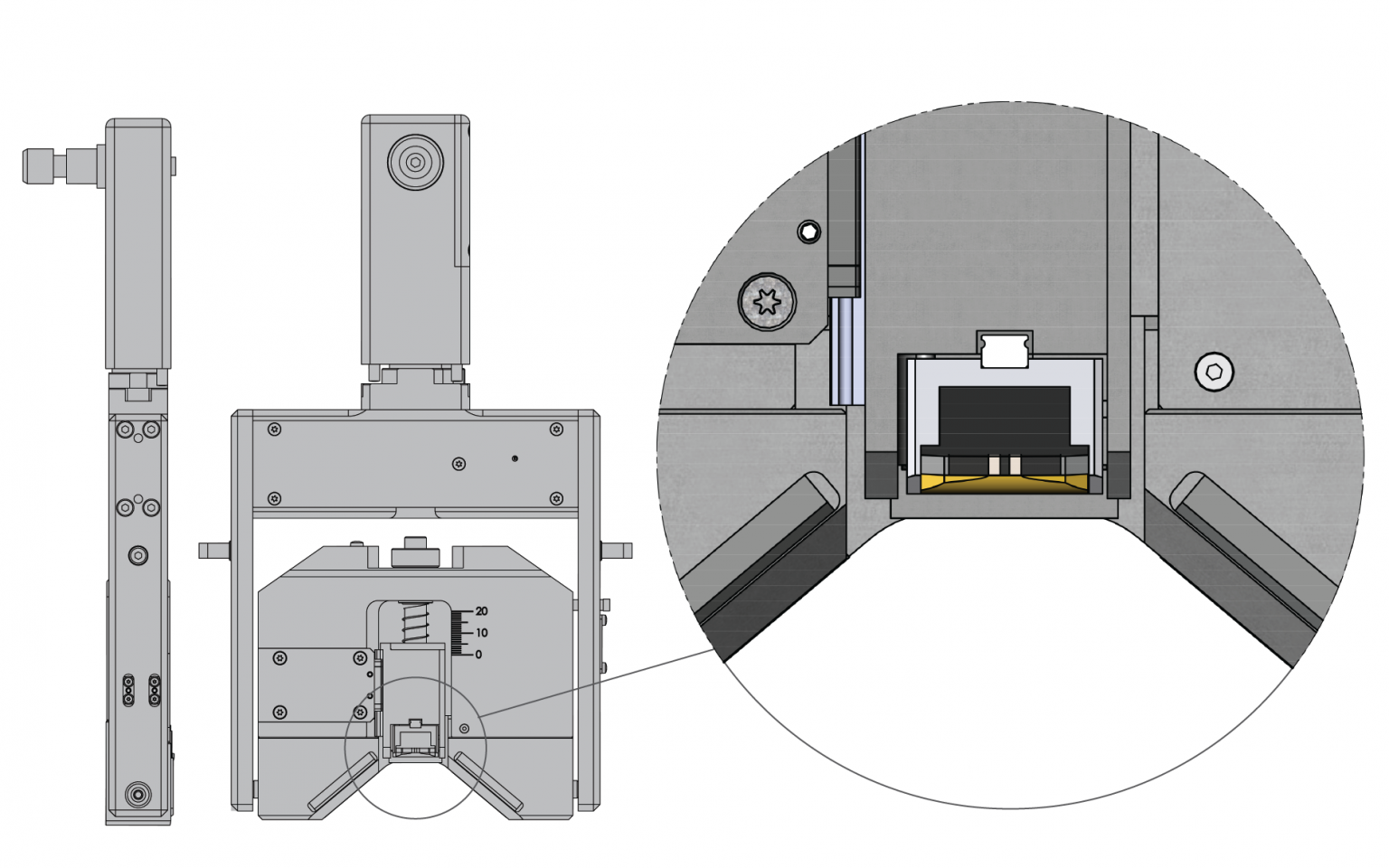
曲轴面探头
曲轴半径探头
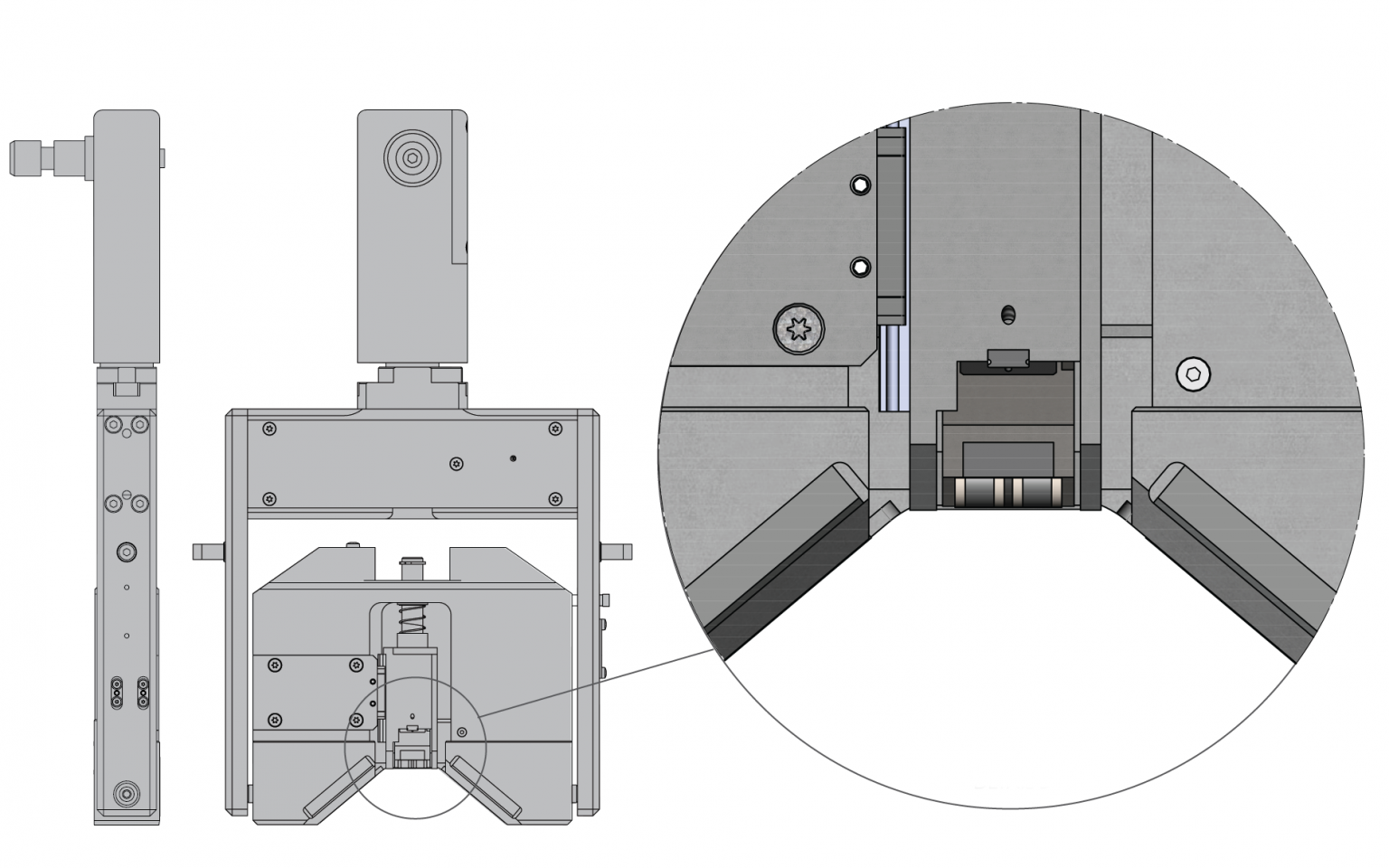
曲轴半径探头
RoboScan M-XL适用于曲轴测量。RoboScan可以完全自动化并集成到生产线中。
曲柄扫描200

CrankScan 200是一种半自动磨削烧伤和热处理缺陷检测系统重型曲轴。它专为满足中型到大型曲轴的质量控制需求而设计。
曲柄扫描300
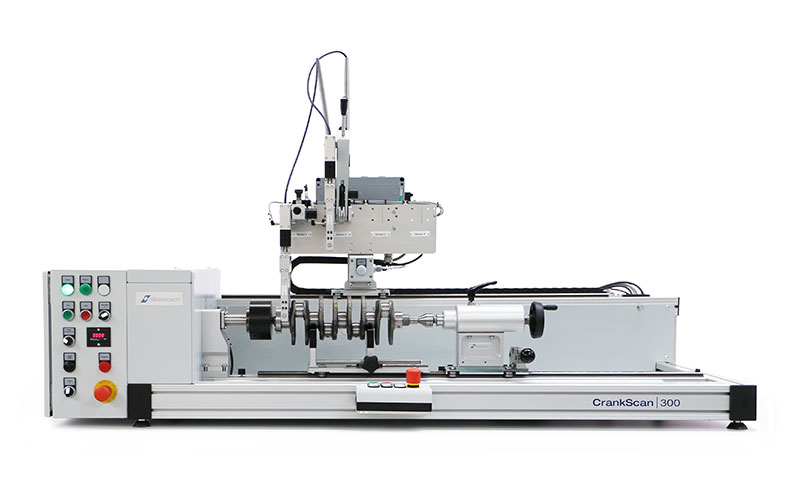
CrankScan 300是一款半自动磨削烧伤和热处理缺陷检测系统。专为中小型曲轴的质量控制需求而设计。
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:[email protected]

